发热圈加热慢是注塑热流道模具、注塑机射嘴及挤出设备最常见的加热故障之一。生产现场经常出现开机升温缓慢、温度迟迟达不到设定值、温区波动大、局部温度不足等问题,进而引发注塑产品冷料、缺胶、浇口堵塞、生产周期变长等不良现象,严重影响生产效率与产品良率。
多数注塑厂商遇到升温慢的问题,第一处理方式就是直接更换全新热流道加热圈,但很多时候换新后故障依旧。反复更换配件不仅增加生产成本,还会造成停机误工、耽误交期。事实上,90%以上的发热圈加热慢问题并非产品质量问题,而是由安装间隙过大、功率选型不匹配、线路压降、温控异常、表面积碳隔热等现场工况问题导致。
本文围绕行业高频痛点“发热圈加热慢是什么原因”,从安装结构、选型参数、电路供电、温控检测、模具保养五大维度,系统梳理升温缓慢的核心诱因,并给出可直接落地的排查步骤与解决方案,适用于热流道弹簧加热圈、铸铜加热圈、陶瓷加热圈等主流加热元件。
一、发热圈加热慢的五大核心原因
性能合格的热流道发热圈,通电后升温响应快、温度上升均匀、恒温稳定。若设备出现升温滞后、长时间跑不到温、温度忽高忽低,基本可以锁定以下五类故障点,也是车间排查的优先顺序。
1. 加热圈与热咀贴合间隙过大
热流道加热属于接触式导热,依靠加热圈内壁与热咀外壁紧密贴合传热,空气是绝佳隔热层。很多模具在长期使用后,弹簧加热圈弹性疲劳松弛、加热圈内径偏大、铸铜套轻微变形,都会导致加热圈与热咀之间出现缝隙。
此时会出现典型假象:发热圈本体温度很高,但热量传不到热咀,表现为外圈烫、模温低、升温极慢。长期带间隙工作会让加热圈处于干烧状态,加速绝缘层老化,最终出现烧断、短路报废。
解决办法:严格按照热咀外径匹配加热圈尺寸,弹簧加热圈内径建议比热咀外径小0.8mm-1.5mm,依靠弹力全程抱紧;对已经松弛、变形、贴合不良的旧加热圈直接更换,杜绝带病运行。
2. 功率选型偏小,热量不足以抵消散热损耗
发热圈的升温速度由功率密度决定,很多厂家为了追求“耐用不易烧”,盲目选用低功率加热圈,或非标热咀、大尺寸流道未做功率适配,导致单位时间发热量不足。
尤其在冬季低温车间、大口径热咀、多型腔分流板、连续不间断量产工况下,模具散热量大,偏小的加热功率无法弥补热损耗,最终出现升温慢、恒温困难、高温度区间无法稳住的问题。
解决办法:根据热咀直径、流道结构、模具重量、生产环境精准匹配功率;大口径、高温成型、冬季低温工况适当上调合理功率密度,杜绝小功率带大负载的不合理搭配。
3. 供电电压不足、线路压降过大
绝大多数热流道加热圈额定工作电压为220V,电网电压不稳、电源线过细、线路过长、接线端子氧化松动,都会造成实际工作电压低于标准电压。电压小幅下降,加热功率会呈平方级衰减,直接造成升温速度大幅变慢。
同时多组温区共用单条供电线路、负载集中过载,也会引发整体供电不足,整板温区升温偏慢。
解决办法:实测设备工作电压,更换适配线径的耐高温电源线,紧固并打磨氧化接线端子;大功率热流道系统独立布线,规避线路压降与负载过载问题。
4. 热电偶与温控异常,造成假性升温慢
很多升温慢的现象,并不是加热圈不发热,而是测温不准、温控限流造成的假性故障。
热电偶松动悬空、探头积碳磨损、感应位置偏移,或是K型、J型感温线与温控箱型号混用不匹配,都会导致温度数据偏差。温控系统读取错误温度后,会自动限制输出功率,造成升温卡顿、温度上不去、恒温跳动等问题。
另外温控器老化、可控硅击穿、输出异常,也会导致加热圈无法满功率工作。
解决办法:统一热电偶与温控箱型号,重新贴紧固定感温探头、清理积碳;定期校验温控精度,及时更换老化、损坏温控配件。
5. 表面积碳油污堆积,隔热阻热导致升温变差
长期注塑PC、POM、尼龙、改性玻纤料等易碳化原料,热咀外壁与加热圈内壁会逐渐堆积积碳、油污与粉尘杂质。这类杂质隔热性能极强,会直接阻隔热传导,大幅降低加热效率。
该问题属于慢性故障,表现为加热速度越来越慢、温区不稳、产品容易发黄、产生烧焦积料,是精密外观件成型的常见隐患。
解决办法:建立模具定期保养机制,停机后彻底清理热咀、加热圈接触面的积碳油污,保证传热面干净贴合,恢复最佳加热效率。

二、三类主流发热圈升温慢的针对性排查要点
不同结构的热流道加热圈,结构特性不同、故障诱因不同,针对性排查可快速定位问题。
1. 弹簧加热圈升温慢排查
核心诱因:长期高温疲劳导致弹性衰减、弹簧匝间距不均、抱紧力度不足、出线冷区散热过快。
排查重点:检查弹簧圈是否完全抱紧热咀、无悬空缝隙;核对发热有效长度是否完全覆盖热咀加热区域,避免有效加热段过短造成局部温度不足。
2. 铸铜加热圈升温慢排查
核心诱因:铜套受压变形、贴合平面不平整、模具开槽间隙偏大、内置发热管老化功率衰减。
排查重点:检查铜套与流道板接触面是否完全贴合、无翘边、无空隙;对使用周期长的内置发热管直接更换,恢复标准加热功率。
3. 陶瓷加热圈升温慢排查
核心诱因:陶瓷绝缘片开裂、表面积灰厚重、发热丝老化衰减、散热速度快于升温速度。
排查重点:清理表面粉尘与杂物,检查陶瓷结构完整性,更换老化发热组件,保证稳定升温效果。
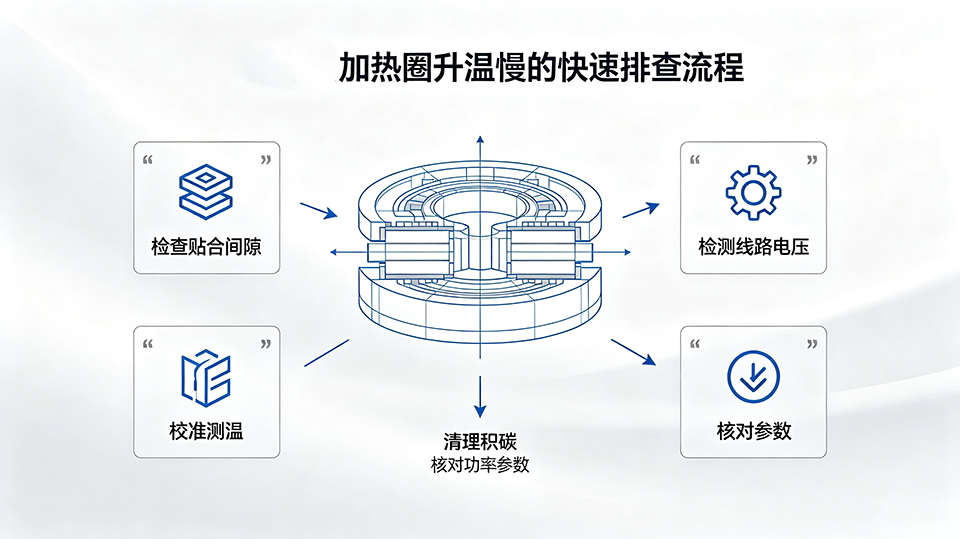
三、3分钟快速排查流程
无需专业仪器,按照以下顺序快速定位加热慢故障,高效省时:
1. 看贴合:检查加热圈是否松动、悬空、存在明显缝隙;
2. 查线路:紧固接线端子,检测实际工作电压是否达标;
3. 校温度:核对热电偶型号、探头位置,校准温控器参数;
4. 清杂质:彻底清理热咀与加热圈积碳、油污,消除隔热层;
5. 核参数:确认加热圈尺寸、功率、电压与模具工况匹配。
四、预防发热圈反复升温故障的长效方案
1. 精准选型匹配:摒弃通用低价配件思维,根据热咀规格、塑胶材质、成型温度、生产负荷定制匹配尺寸与功率的加热圈。
2. 标准化安装施工:安装杜绝硬撬、敲击、强行挤压,保证加热圈全程紧密贴合,避免变形、松动、间隙问题。
3. 周期性保养维护:定期清理积碳油污,检查弹簧松紧度、线路老化、端子氧化情况,提前规避隐患。
4. 稳定车间供电:优化布线方案,大功率温区独立走线,减少电压波动与线路压降。
5. 系统配件配套:加热圈、热电偶、温控器参数统一配套使用,不随意混搭杂牌配件,保证温控精准稳定。
五、总结
发热圈加热慢绝大多数并非产品质量缺陷,而是贴合间隙过大、功率选型不匹配、线路电压异常、温控检测不准、表面积碳隔热五大现场问题导致。盲目更换加热圈无法根治故障,只会增加耗材成本与停机损失。
通过规范选型、标准安装、定期保养、精准测温、稳定供电五大举措,可彻底解决热流道加热升温慢、温度不稳、成型不良等问题,有效提升注塑生产效率,大幅延长加热圈使用寿命。
我司专业提供热流道加热圈定制、参数选型匹配、现场故障技术指导,可针对各类非标热咀、高温成型工况、精密模具需求,定制升温快、温控稳、寿命长的高品质热流道加热圈配件。












